
- Home
- Applications & Références
- Fabrication de détonateurs pour airbags
Fabrication de détonateurs pour airbags
Ligne de production d'assemblages Mikron dans les atmosphères explosives
Mikron Automation est l'un des leaders en matière d'installations automatisées performantes de montage extrêmement précis et de vérification.
Mikron a réalisé pour un client de l'industrie automobile une ligne de production de détonateurs pour airbags. Un détonateur comprend une
pastille remplie d'explosif et un corps cylindrique intérieur de raccordement électrique.

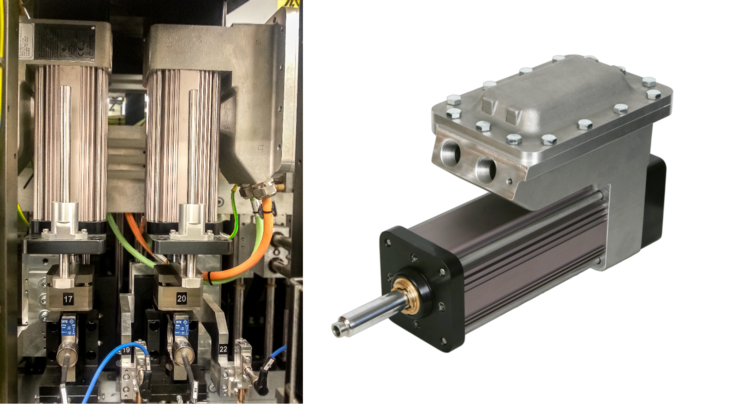
Mikron a développé avec Parkem une servopresse extrêmement précise selon ATEX pour le pressage de poudre noire et l'a intégrée dans les processus d'installations existantes. La flexiPRESS compact comporte un vérin électrique GSM certifié ATEX à servomoteur et dynamomètre intégrés et la commande de mesure de forces comPRESS. Cette servopresse remplace un système pneumatique initialement envisagé, produisant trop de rebut en raison d'une régulation insuffisante de la force et de la position. La flexiPRESS ne mesure pas seulement la force maximale d'enfoncement; le profil de vitesse et la force durant le placement et l'enfoncement sont définis et surveillés. Toutes les valeurs mesurées (force,
position etc.) sont lues et enregistrées à des fins d'assurance qualité et de surveillance du processus.
La commande de servopresse comPRESS est conçue comme un système fermé sur lui-même et met à disposition diverses fonctions intégrées qui sont activées depuis la commande prioritaire via Profinet. Après la commande de démarrage, la presse avance rapidement jusqu'à une référence prédéfinie en vérifiant la force exercée. Si la force croît trop vite, le processus est interrompu et la presse retourne à la position de repos. Dans le cas contraire, la vitesse est réduite depuis le point de référence, car la presse peut maintenant atteindre le détonateur à tout moment.
La croissance de la force jusqu'à 2000 N se produisant sur quelques dixièmes de millimètres et un dépassement de la force étant inadmissible, le profil d'avancement est calculé et adapté cycliquement par Fast-Task toutes les 0.5 ms à partir de la force réelle. Quand la force définie est atteinte, la presse s'arrête puis la position et la force actuelles sont enregistrées et protocolées. On effectue le traitement pour savoir si le processus de pressage s'est produit à l'intérieur de la tolérance ou non. Pendant ce temps, l'entraînement retourne à la position de repos. Le cycle complet dure 800 ms. Mikron Automation a intégré jusqu'à présent 22 flexiPRESS pour son client.


